数控折弯
数控折弯
数控折弯
- 产品详情
- 产品参数
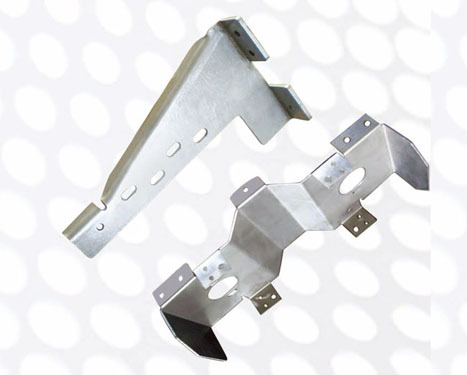
数控折弯加工工艺质量:
1、外观
2、非加工表面应保持清洁,原材料如有表面保护膜,如对加工实现或零件精度不造成影响,应予以保留;表面划伤程度不得超过较重划伤的规定,出口产品不得超过轻度划伤的规定。
3、表面压痕,即钣金表面呈周期性或非周期性凹状的印痕,按加工钣金材料长度≥5×10/m。
4、弯曲表面不得有明显的拉伸裂纹。
5、折弯角边缘不得有裂边。当不可避免存在折弯裂边时,应在裂边处开适当大小的工艺孔。
6、尺寸7、结构件和各个开孔、槽的相对位置线性尺寸及其公差应符合图纸要求,未注公差应公差等级m级的要求。
8、对角线尺寸在满足线性尺寸,形状位置尺寸或公差要求的前提下,应符合:a.对角线长度≤550毫米时,其对角线之差不大于1.5毫米;b.对角线长度>550毫米以上警方,其对角线之差不大于3毫米
公司
威海大正金属制品有限公司
地址
地址:山东省威海市环翠区羊亭镇孙家滩工业园旺海路10-1号
邮箱
engineer@whdazheng.com